
拉弧式焊接螺柱
标准焊接螺柱的尺寸、种类、名称都在国际标准 ISO 13918 中有规定。拉弧焊的螺柱类型有 PD、UD、IS 等,都是有 “D” 或 “S” 在尾。“D” 代表 “Drawn Arc” 拉弧,“S” 代表 “Short Cycle” 短周期,一般 “S” 尾的螺柱只用于短周期拉弧焊,“D” 尾的能用于短/长周期拉弧焊接。储能焊必须使用端头有尖点的储能焊螺柱,但拉弧可以使用储能或拉弧的螺柱。
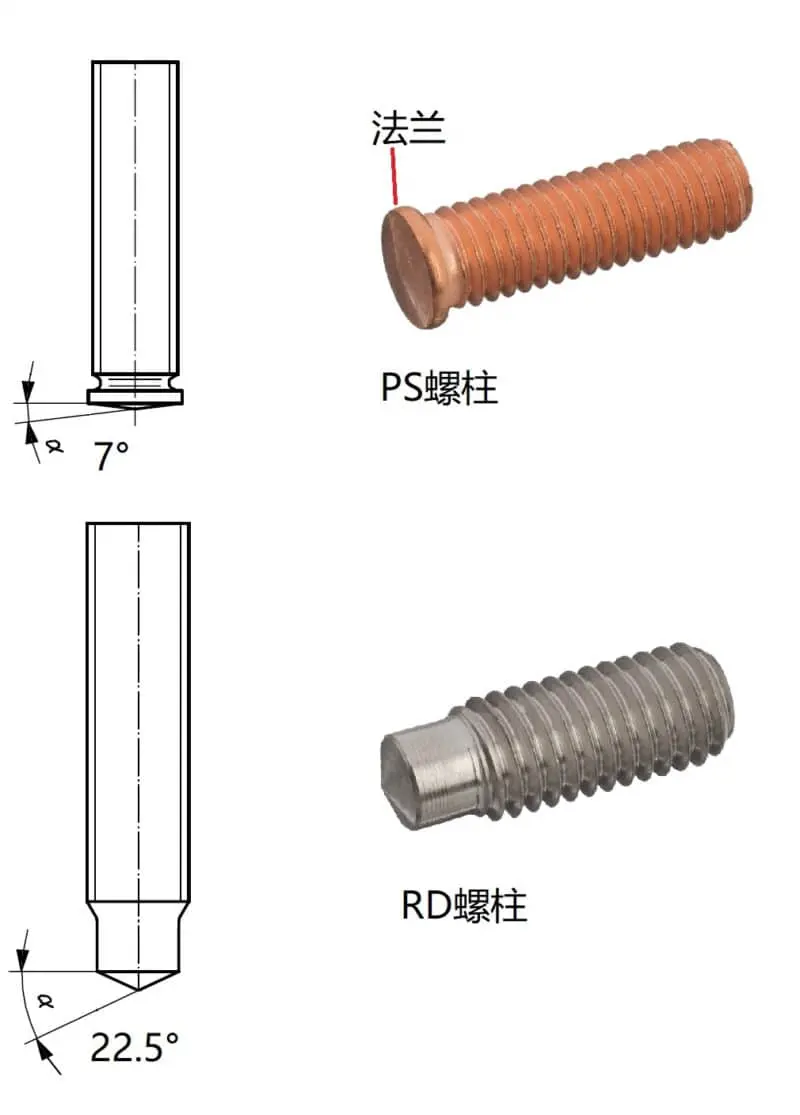
螺柱锥形焊接面
短周期拉弧焊焊接时间较短(≤ 100 ms),所能融化的螺柱部分较少,所以 “S” 尾的螺柱前端斜型斜度只有 7°。一般拉弧时间较长,融化的螺柱部分较多,所以 “D” 尾的螺柱前端斜型斜度有 22.5°。在拉弧焊过程中,电弧是从螺柱锥形尖端拉起产生的,电弧从中间往外融化整个焊接面。
螺柱法兰
防止焊接的电弧飞溅损坏螺纹部分,增加焊接面积,确保焊接接头质量。“S” 尾螺柱带法兰,“D” 尾螺柱没有法兰,因为 “D” 尾螺柱很多时候需使用陶瓷环保护焊接。
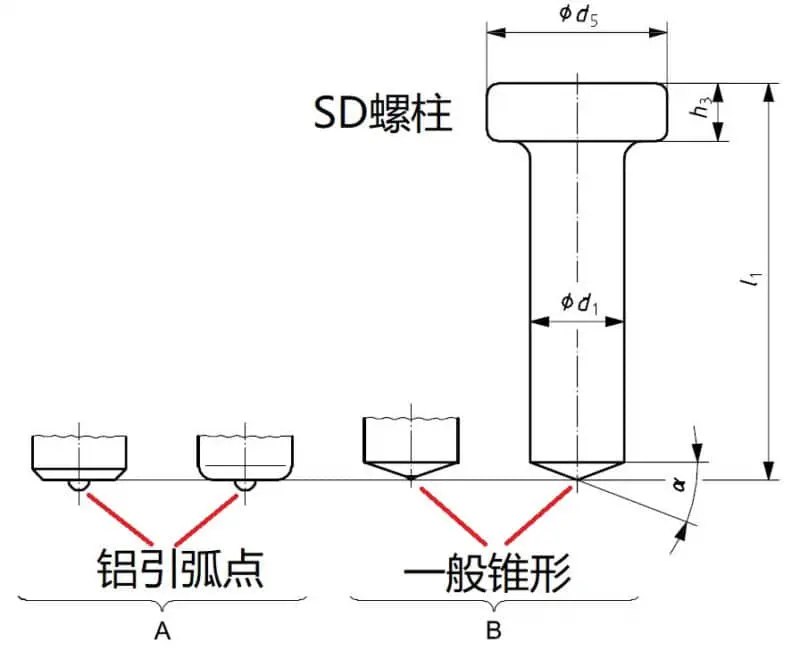
铝引弧点
M10 以上使用陶瓷环保护焊接的螺柱一般锥形尖端都装有小铝球用作引弧。短周期拉弧焊接就不需要这引弧点。
螺柱材质
碳钢(一般 4.8 性能等级需镀铜)、不锈钢、黄铜、铝合金。
常见类型
 |  |  |
| MD 类型螺柱 | ID 类型螺柱(内螺纹螺柱) | RD 类型螺柱(缩顶螺柱) |
陶瓷环
陶瓷环是焊接时用来保护熔池及挤压焊缝成形,常用于焊接直径大于 12 mm 的螺柱。每个陶瓷环只能使用一次。

-
2021-09-01
-
2021-08-30
-
2021-08-20
-
2021-07-10
-
2021-07-06






