
螺柱焊是把金属紧固件(如焊接螺柱、焊接销钉和内螺纹螺柱)以毫秒计算的速度通过电弧焊接到另一金属物体上。螺柱末端和工件表面之间产生电弧,熔化两端,然后将螺柱压进熔池,材料凝固,完成螺柱焊接。焊缝成型均匀,在整个法兰上完全熔合。由于螺柱是整个表面与工件连接,产生的焊接接头比螺柱或母材强。
螺柱焊的工艺有三种,分别是电容储能、拉弧和 SRM 均衡磁场焊接技术。
电容储能
电容储能螺柱焊机可将螺柱、销钉等类似的元件焊于金属工件上。在焊接过程中,通过螺柱尖端使储能电容放电,放电时间 0.001-0.003 秒,不需要气体或陶瓷环保护,熔深约 0.1 mm。这种方法适用于厚度 0.5 mm 以上的薄板焊接,板面无焊缝、背面无压痕、变色、变形等缺陷,即适用于对表面要求装饰效果的场合。板厚与螺柱径比最小为 1:10。
工艺原理
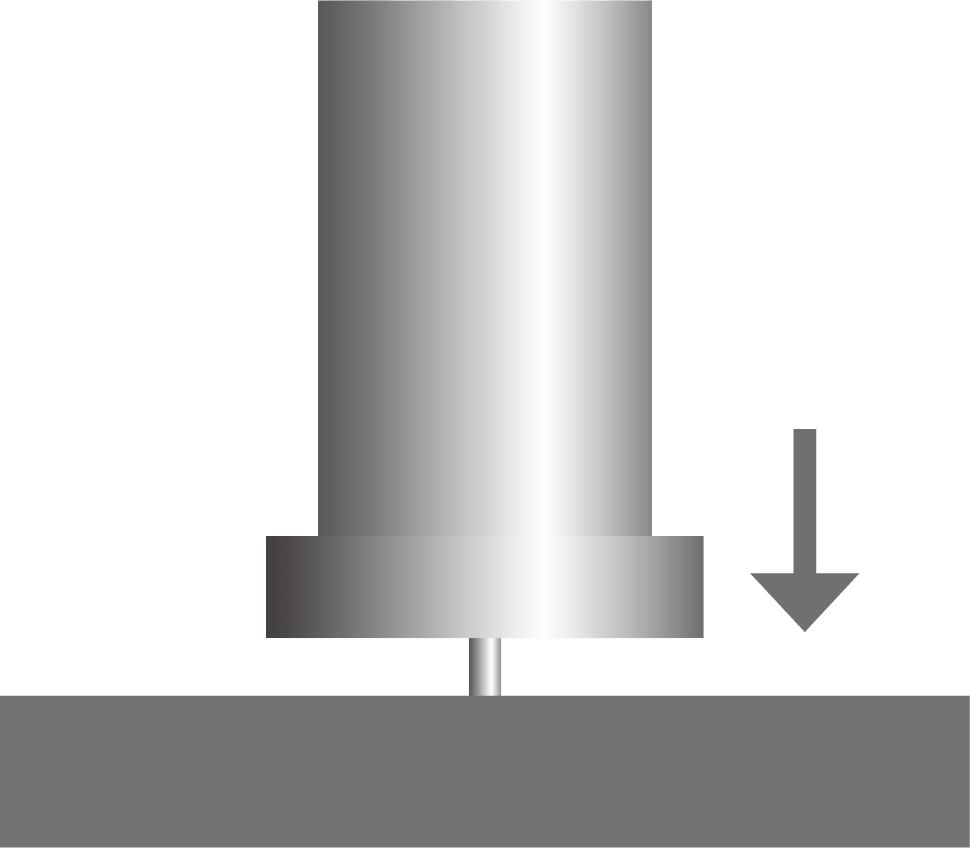 | 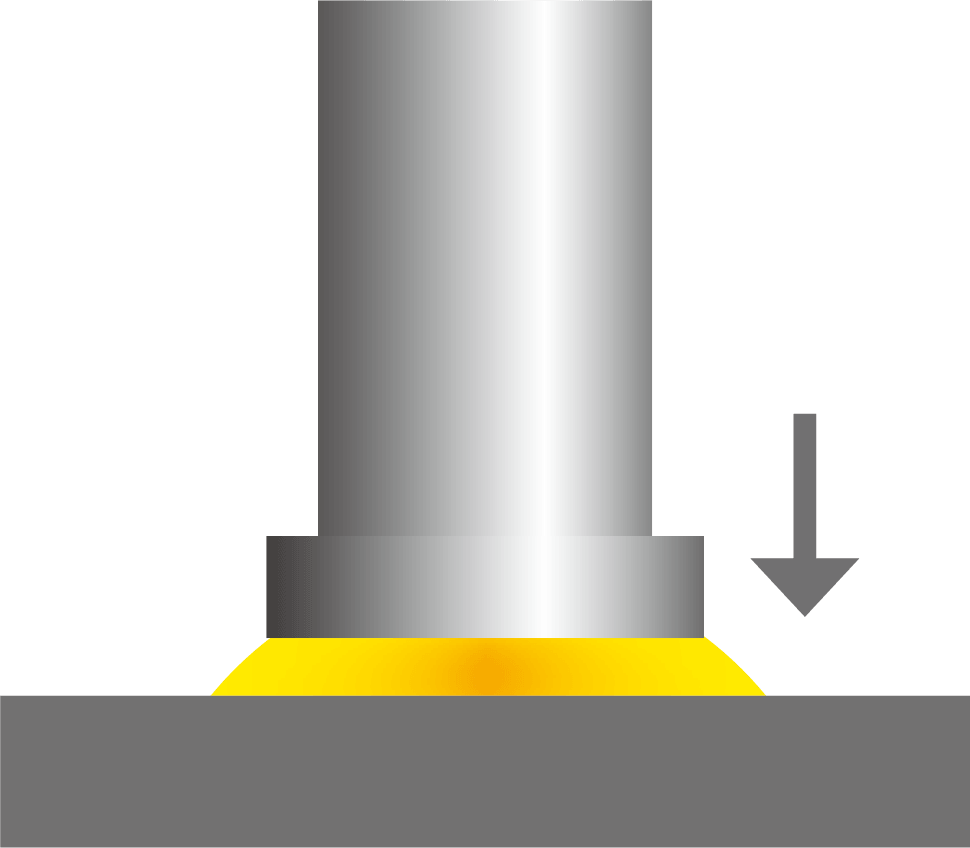 | 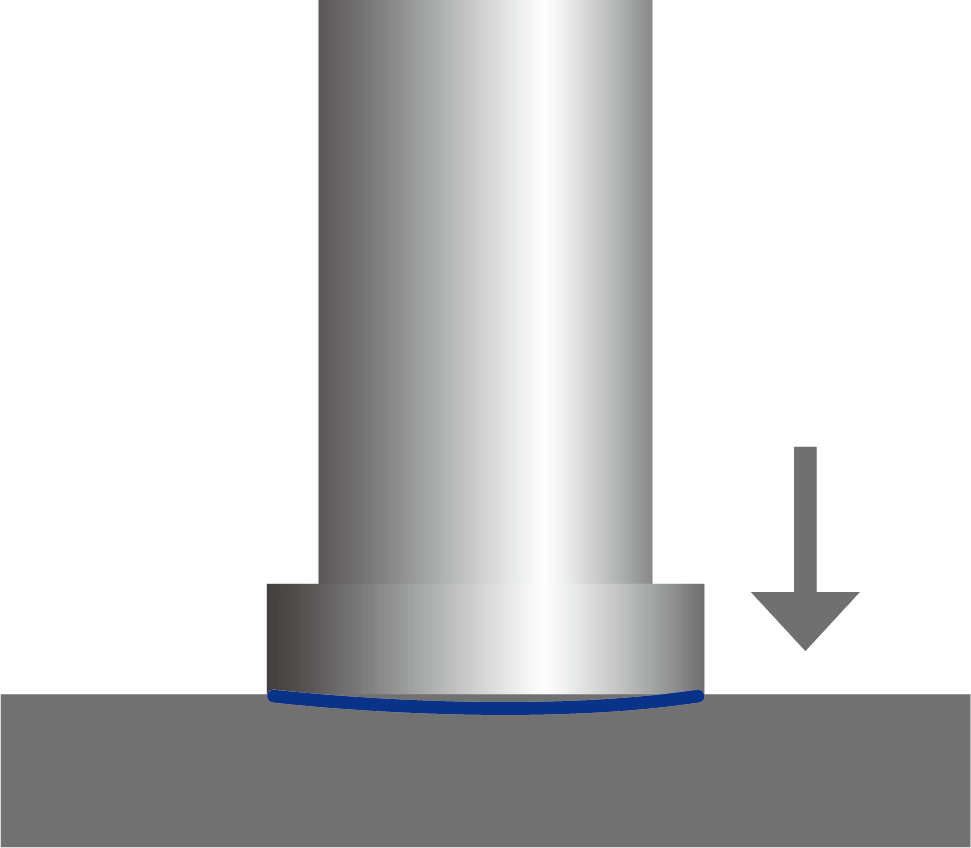 |
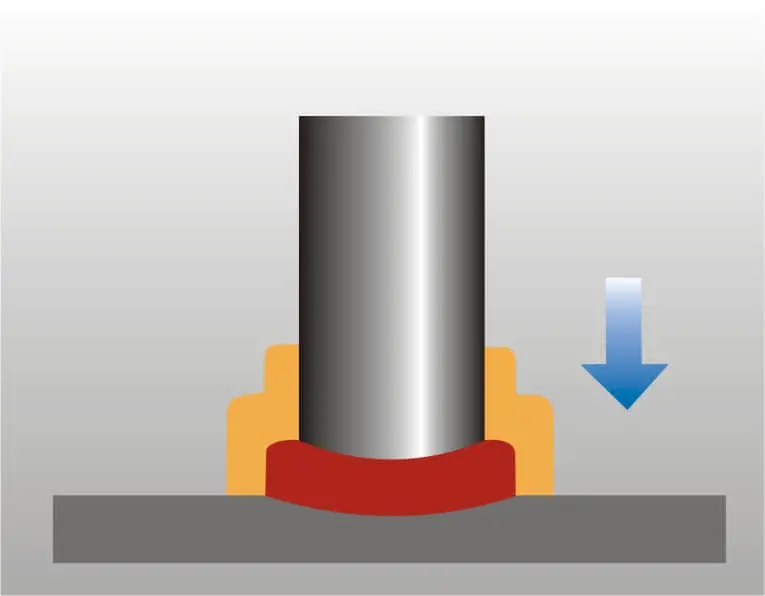
| 螺柱尖端接触工件,扣动焊枪开关,通过元件尖端使储能电容放电。 | 电弧点燃,在螺柱和工件表面产生一层薄的熔化金属,熔深约 0.1 mm。 | 螺柱插入熔池,金属凝固,螺柱被焊牢。 |
应用案例
 |  |  |
| 机械结构件 | 洗碗柜 | 调音台(镀锌板) |
短周期拉弧
短周期拉弧螺柱焊机适用于手工焊、半自动焊、全自动焊,并且可焊接螺柱、T 型钉、盲孔螺母、隔热层固定钉、球、特殊螺柱及其他多种连接件。材料可为碳钢、铬镍不锈钢、耐热钢和铝合金等。
工艺原理
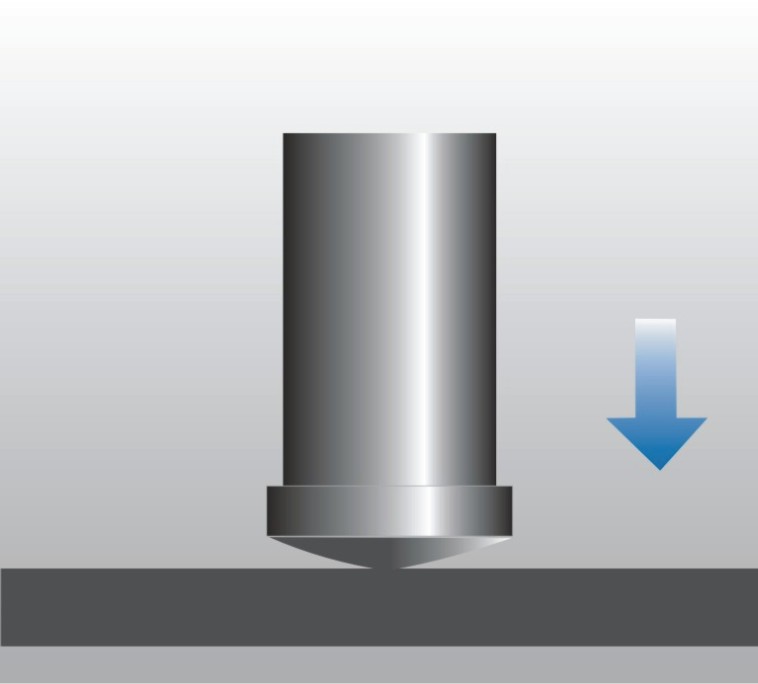 |  |  |
| 螺柱锥形引弧端头接触工件表面。 | 螺柱拉离工件,预引弧电流、焊接电流相继点燃。 | 螺柱插进熔池,熔深约 0.4 mm,金属凝固,螺柱焊牢。 |
应用案例
 |  |  |
| 炊具 | 控制柜 | 汽车 |
长周期拉弧
长周期拉弧螺柱焊机功率高,焊接过程由微处理器控制,所有重要参数均可调节,操作安全、简便。配备自动检测功能,当温度过高或过载时,焊机会启动自我保护程序,可靠性高。
能与机器人或数控 CNC 连接实现全自动化焊接,还可焊螺柱、钉、球、T 型件、接插件、绝缘钉、异形钉及多种快速接头,材料可为碳钢、不锈钢、耐热及耐腐蚀钢等金属。直流电源提供预设的焊接电流,焊接周期和电流大小均可设定。适用于厚度 2 mm 以上的工件,熔深约 1-3 mm,板厚与螺柱直径比最小为 1:4。
工艺原理
 |  |  |
| 螺柱接触工件。 | 螺柱提起,电弧引燃,将螺柱和母材表面熔化。 | 螺柱插入熔池,冷却,螺柱焊牢。 |
应用案例
钢结构建筑与桥梁建造工程,如钢结构大桥、高层建筑楼层、工业厂房、预制钢结构、地基和隧道工程、船舶制造业、电站和锅炉等行业。
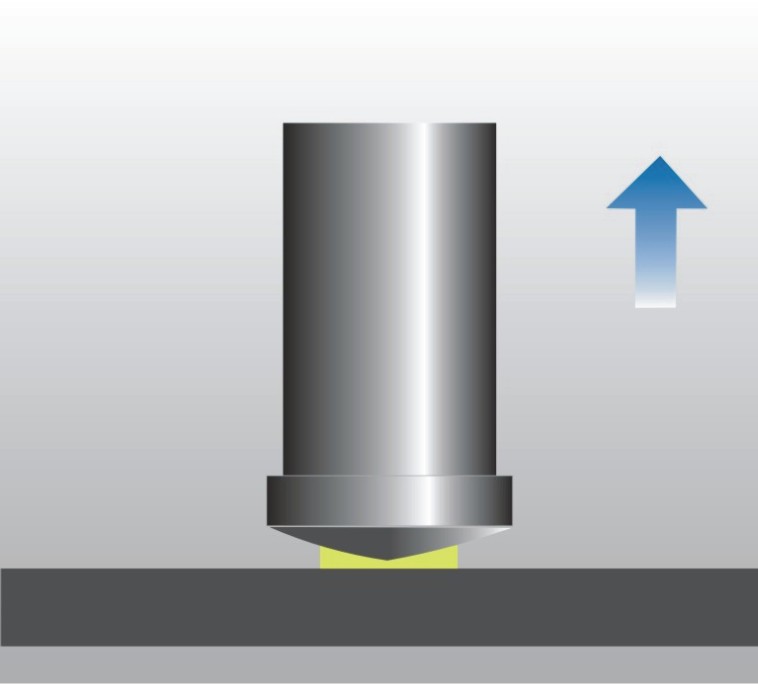
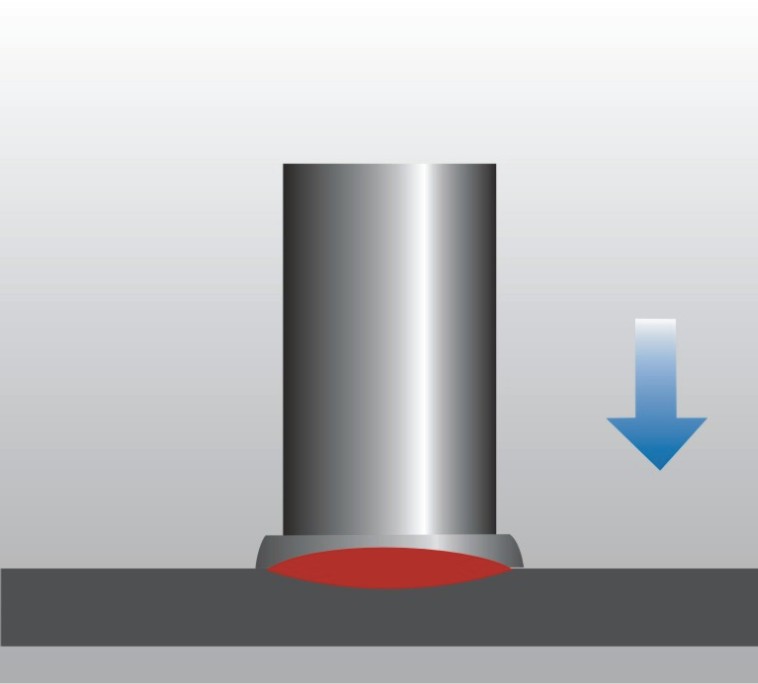
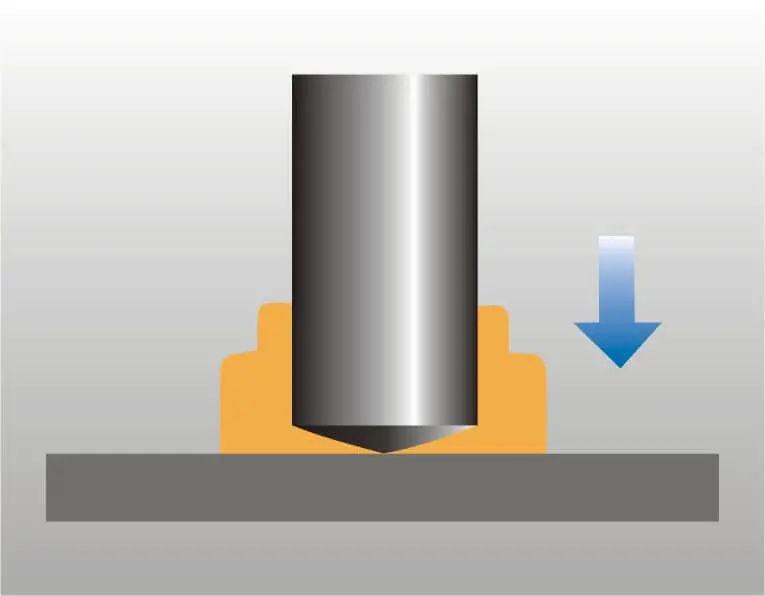
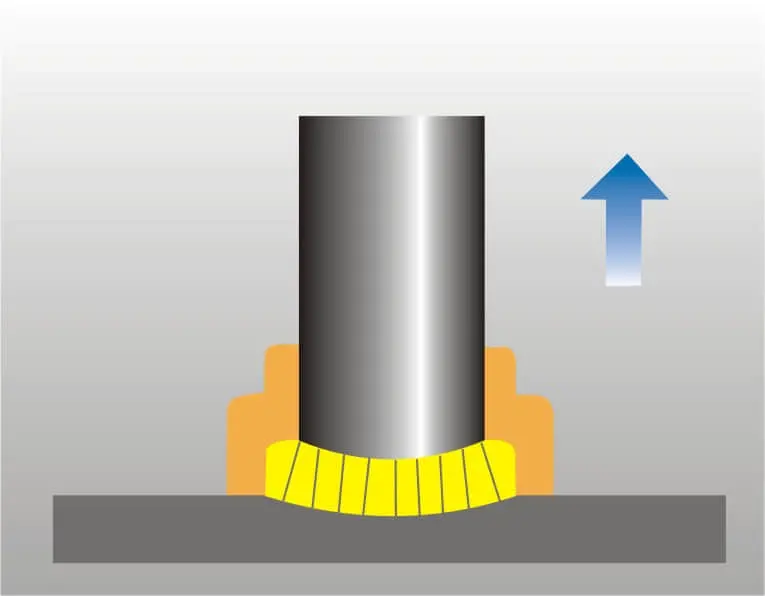
SRM 均衡磁场焊接技术
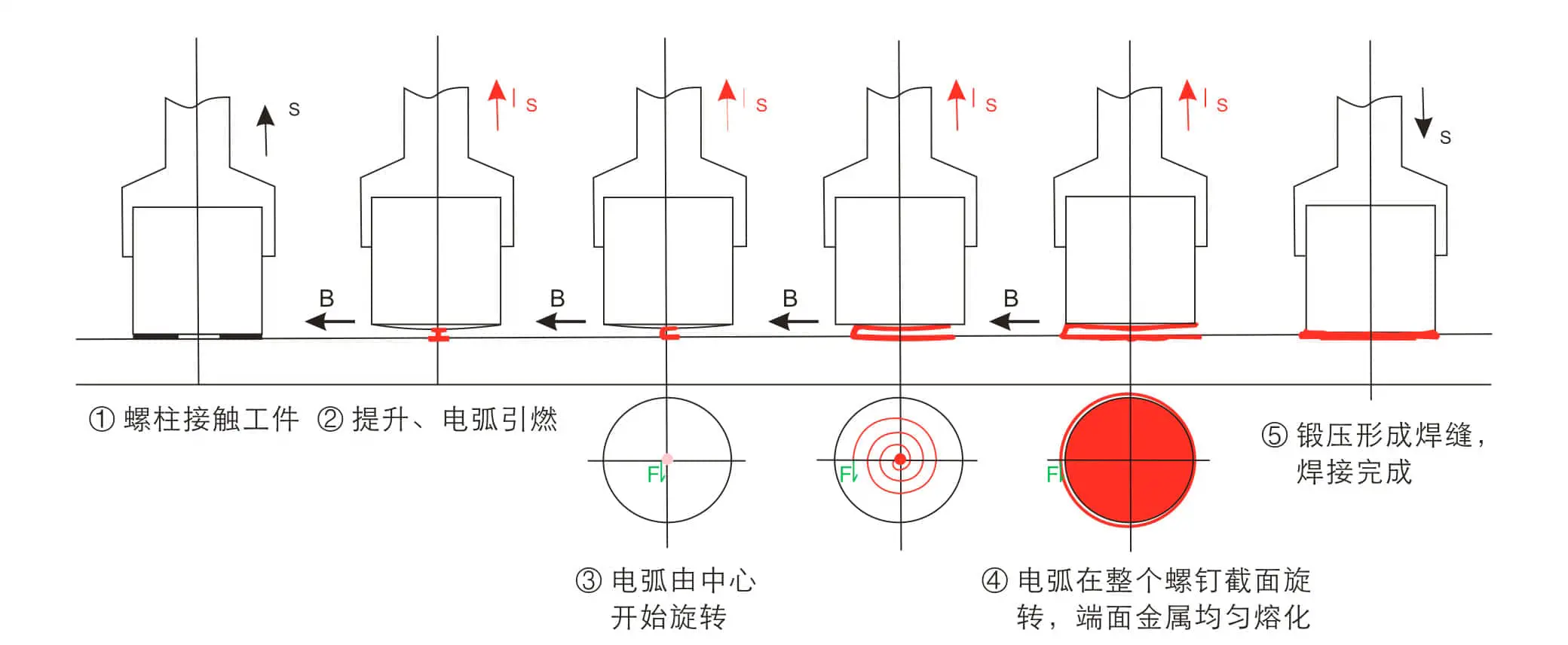
SRM 均衡磁场焊接技术是 SOYER 公司在螺柱焊领域的又一项革命性技术,通过电磁技术平衡焊接电弧,电弧在磁场中高速旋转使螺母、螺柱端面各部分熔化的金属平衡均匀过渡,从而获得成形美观的焊缝。SRM 技术的应用,使使用气体保护焊接 M12/M16 等大直径螺柱得到美观、高质量的焊缝成为了现实。弯曲、拉伸、熔深等性能的检验符合 DIN EN ISO 14555 标准。
工艺原理
应用领域
 |  |  |
| 汽车摇臂碳钢螺柱 | SRM 全位置焊(图为仰焊) | 碳钢镀锌板焊螺母 |
-
2021-09-06
-
2021-09-01
-
2021-08-30
-
2021-08-20
-
2021-07-10






